Comment fonctionne la mesure d'épaisseur par ultrasons
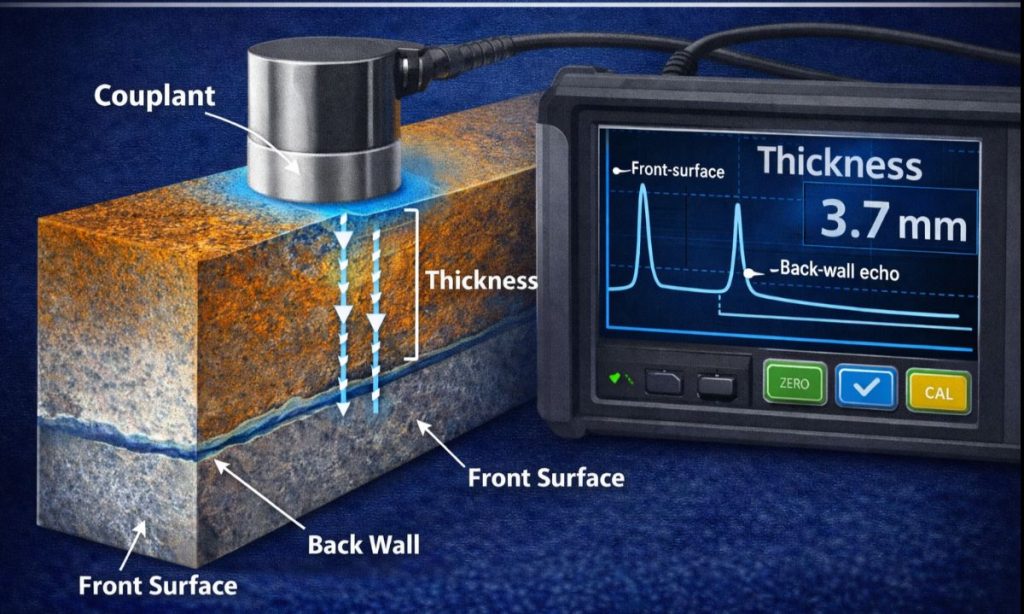
Le principe de fonctionnement est simple. Une sonde envoie une courte impulsion ultrasonore dans le matériau. L'impulsion traverse la pièce, se reflète depuis la surface lointaine et retourne à l'instrument. La jauge mesure le temps de vol de cet écho. Une fois la vitesse du son du matériau connue, l’épaisseur peut être calculée à partir du temps de parcours. La norme ISO 16809 définit la mesure d'épaisseur par ultrasons comme une méthode par contact direct basée sur mesure du temps de vol des impulsions ultrasonores uniquement, et ASTM E797/E797M décrit le même principe d'écho d'impulsion de contact.
En termes simples, l’épaisseur est déterminée à partir de :
Épaisseur = vitesse du son × temps / 2
La division par deux est nécessaire car le son se propage jusqu'au mur du fond puis revient à la sonde. C'est pourquoi c'est correct vitesse du matériau est si important. Si l'instrument est réglé sur la mauvaise vitesse du son
Principales applications de la mesure d'épaisseur
Surveillance de la corrosion et de l'érosion
Il s’agit de l’application industrielle la plus courante. La mesure de l'épaisseur est utilisée pour surveiller tuyaux, réservoirs, récipients, échangeurs, acier de construction et autres actifs qui peut perdre du mur pendant le service. En enregistrant les valeurs d'épaisseur au fil du temps, les équipes de maintenance peuvent identifier le taux de perte des murs et planifier la réparation ou le remplacement avant qu'une panne ne se produise.
Fabrication et contrôle qualité

La mesure de l'épaisseur est également largement utilisée dans la fabrication pour vérifier que les pièces répondent aux exigences de conception. Cela comprend :
épaisseur des plaques et des tôles,
épaisseur de paroi des tuyaux et des tubes,
vérification des composants usinés,
épaisseur des pièces plastiques et composites,
contrôle des produits laminés et extrudés.
Les directives générales sur les jauges d'épaisseur indiquent que la mesure par ultrasons est utilisée dans de nombreuses industries pour le contrôle qualité des produits en métal, en plastique, en composite, en fibre de verre, en céramique et en verre.
Inspection à accès unilatéral

L'une des principales raisons pour lesquelles la mesure d'épaisseur par ultrasons est préférée à la mesure mécanique est que l'inspecteur a généralement besoin d'accéder à un seul côté de la pièce. Ceci est particulièrement important pour les canalisations installées, les cuves fermées, les grands réservoirs et les structures inaccessibles. Les jauges d'épaisseur sont souvent sélectionnées spécifiquement parce que les pieds à coulisse, les micromètres ou les méthodes mécaniques directes ne peuvent pas être utilisés dans ces situations.

















