-
 Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UT
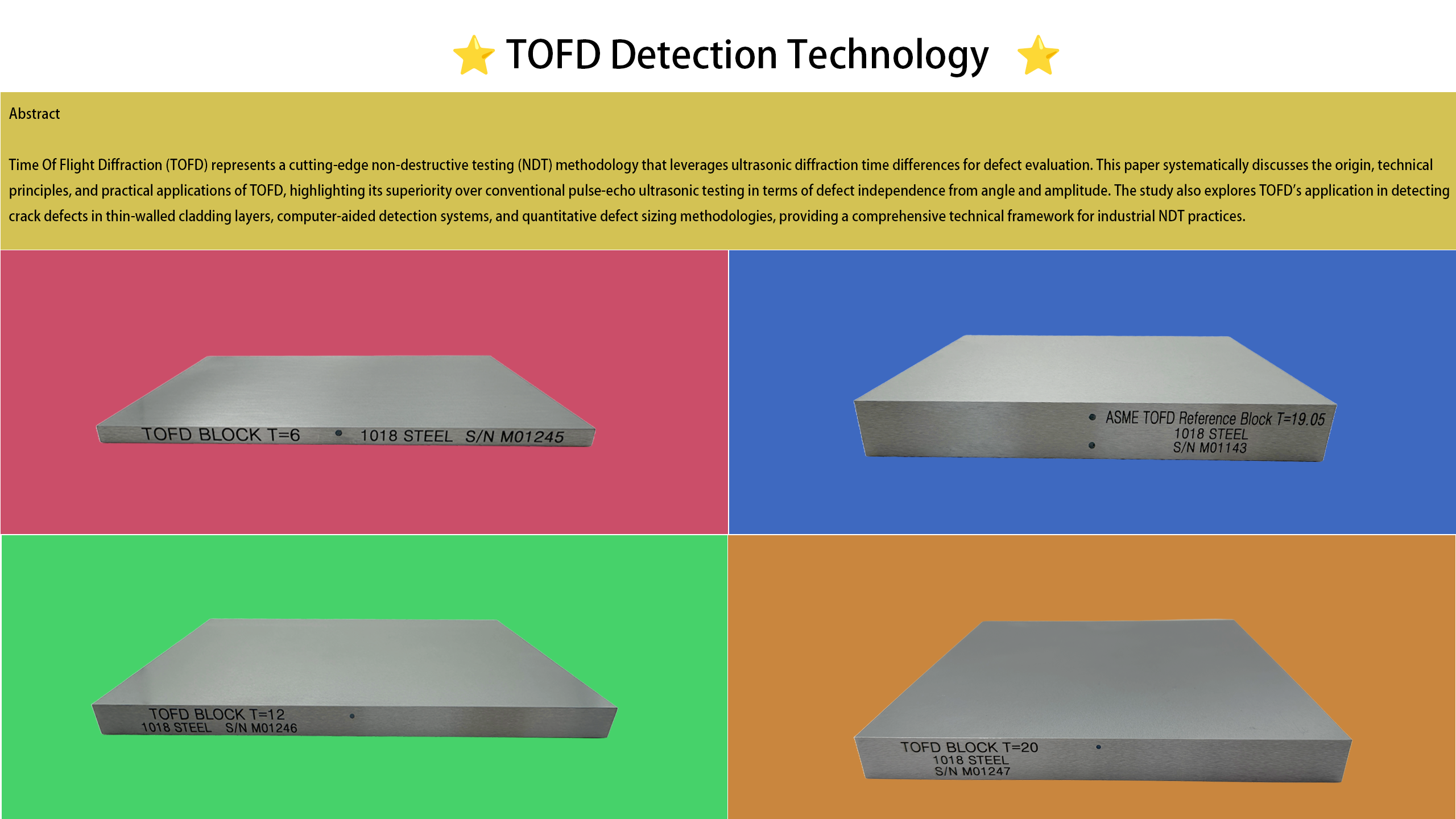
Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UTTOFD Bloco T12mm-150*200*12mm de aço-carbono-Iso 10863-2020
-
 Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UT
Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UTTOFD Bloco T19.05mm-158.75*152.4*19.05mm aço-carbono-asmo BPVC-V-2023
-
 Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UT
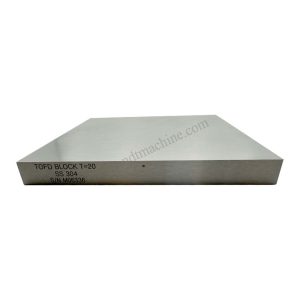
Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UTTOFD Bloco T20MM-200*200*20mm-304# Aço inoxidável-Iso 10863-2020
-
 Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UT
Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UTTOFD Bloco T20MM-200*200*20mm de aço-carbono-Iso 10863-2020
-
 Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UT
Consulte Mais informaçãoOlhada rápidaSérie de detectores de falhas, Assim, Blocos NDT, Assim, TOFD BLOCO, Assim, Detector ultrassônico de falhas, Assim, Blocos UT, Assim, Bloco de calibração UTTOFD BLOCO T6MM-120*150*6MM-CARBOBO-CARBON-ISO 10863-2020