¿QUÉ SON END (ENSAYOS NO DESTRUCTIVOS)?
El equipo NDT (pruebas no destructivas) se refiere a una amplia gama de herramientas e instrumentos utilizados en diversas industrias para inspeccionar y evaluar la integridad de los materiales y componentes sin causar daños. Estos equipos están diseñados para detectar defectos, defectos o irregularidades que pueden comprometer el rendimiento o la seguridad de los objetos inspeccionados. Aquí hay algunos equipos NDT de uso común:
- Equipo de prueba ultrasónico
- Equipo de prueba radiográfica
- Equipo de prueba de partículas magnéticas
- Equipo de prueba de corrientes de Foucault
- Equipo de prueba de dureza
- Medidores de espesor
- Equipo de medición de rugosidad superficial
- Equipo de inspección visual
- Equipo de prueba de líquidos penetrantes
- Equipos de prueba termográfica
- Equipos de prueba de emisiones acústicas
- Equipo de prueba de fugas
- Espectrómetros
- Máquinas de prueba universales








Equipo de prueba ultrasónico
El equipo de pruebas ultrasónicas (UT) se usa ampliamente en pruebas no destructivas para detectar y evaluar defectos internos y discontinuidades en los materiales. Las ondas ultrasónicas se generan y transmiten al material, y las ondas reflejadas se analizan para detectar defectos. Aquí están los componentes clave del equipo de prueba ultrasónica:
Detectores de fallas ultrasónicos
Estos instrumentos generan ondas sonoras de alta frecuencia y reciben los ecos de regreso. Proporcionan una visualización visual de la forma de onda ultrasónica, lo que permite a los técnicos identificar y analizar indicaciones como grietas, vacíos, inclusiones o delaminaciones.
Transductores
Los transductores son los componentes cruciales que generan y reciben ondas ultrasónicas. Convierten la energía eléctrica en vibraciones mecánicas y viceversa. Los transductores vienen en varios tipos, como el contacto, la inmersión o la matriz gradual, dependiendo de los requisitos de inspección.
acopladores
Los acoplantes se utilizan para mejorar la transmisión de ondas ultrasónicas entre el transductor y el material que se inspecciona. Los acoplantes comunes incluyen agua, aceites, geles o pastas. Ayudan a eliminar las brechas de aire y mejorar la eficiencia del acoplamiento.
Mantenimiento preventivo
Las técnicas NDT permiten la detección de signos tempranos de degradación, desgaste o corrosión en componentes y estructuras. Al identificar estos problemas por adelantado, NDT permite un mantenimiento oportuno, evitando las fallas importantes y extendiendo la vida operativa de los activos.
Cumplimiento de Normas y Reglamentos
A menudo se requiere NDT por estándares, códigos y regulaciones específicos de la industria. Ayuda a garantizar que los productos, componentes y estructuras cumplan con los requisitos especificados de seguridad y calidad, permitiendo el cumplimiento de los organismos regulatorios y evitando las consecuencias legales y financieras.
Sistemas de imágenes
El equipo de prueba ultrasónico avanzado puede incluir sistemas de imágenes, como la matriz gradual o los sistemas de difracción de tiempo de vuelo (TOFD). Estos sistemas permiten imágenes en tiempo real de la estructura interna del material, mejorando la detección y caracterización de defectos.
Bloques de calibración
Los bloques de calibración, también conocidos como estándares de referencia, se utilizan para calibrar y verificar el rendimiento de los equipos ultrasónicos. Estos bloques contienen defectos conocidos de tamaños y orientaciones específicas, lo que permite a los técnicos establecer señales de referencia para el tamaño de defecto preciso.
Sondas y Cuñas
Las sondas, también llamadas conjuntos de transductores ultrasónicos, consisten en el elemento transductor y una carcasa protectora. Las cuñas a menudo se usan para introducir el haz ultrasónico en el material en un ángulo específico, facilitando la detección de defectos en diferentes orientaciones.
Software de adquisición y análisis de datos
Los detectores de defectos ultrasónicos pueden tener un software de análisis y análisis de datos externos o incorporados. Estos programas permiten la grabación, análisis e informes de datos. El software avanzado puede incluir características como el procesamiento de señales, la mejora de la relación señal / ruido y el almacenamiento de datos.
Escáneres y manipuladores
Los escáneres y los manipuladores se utilizan para automatizar el movimiento del transductor sobre la superficie del material que se inspecciona. Aseguran patrones de escaneo consistentes y precisos, reduciendo la dependencia de la manipulación manual.
Medidores de espesor
Los medidores de espesor ultrasónico son instrumentos portátiles utilizados para medir el grosor de los materiales. Utilizan ondas ultrasónicas para determinar la distancia entre el transductor y la reflexión de la pared posterior, proporcionando mediciones precisas de espesor.






Equipo de prueba radiográfica
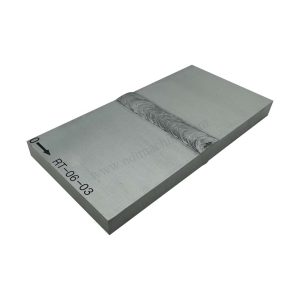
El equipo de pruebas radiográficas (RT) se emplea en pruebas no destructivas para examinar la estructura interna de los objetos utilizando rayos X o rayos gamma. Estas fuentes de radiación electromagnética de alta energía penetran en el material, produciendo una imagen radiográfica que revela defectos o irregularidades. Estos son los componentes clave del equipo de prueba radiográfica:
Generadores de rayos X o fuentes de rayos gamma
Los generadores de rayos X producen rayos X usando un tubo de rayos X, mientras que las fuentes de rayos gamma emiten rayos gamma de isótopos radiactivos. Estas fuentes de radiación proporcionan la energía necesaria para penetrar el material y crear la imagen radiográfica.
Detectores
Los detectores capturan la radiación que pasa a través del material y la convierte en una señal eléctrica. Los tipos comunes de detectores incluyen casetes de películas, placas de imagen o detectores digitales. Estos detectores registran la intensidad de la radiación y forman la base de la imagen radiográfica.
Película radiográfica o sistemas de imágenes digitales
La película radiográfica es un medio tradicional utilizado para capturar la imagen de rayos X o rayos gamma. Se coloca en un cassette de película y se expone a la radiación. Después del desarrollo, la película revela las estructuras y defectos internos. Los sistemas de imágenes digitales, como la radiografía calculada (CR) o la radiografía digital (DR), usan sensores digitales para capturar y mostrar la imagen radiográfica en tiempo real.
Paneles de control de rayos X
Los paneles de control de rayos X proporcionan a los operadores la capacidad de ajustar y controlar los parámetros de exposición a rayos X o rayos gamma. Estos paneles permiten el ajuste de la intensidad de la radiación, el tiempo de exposición y otras configuraciones para optimizar la calidad de la imagen radiográfica.
Cumplimiento de Normas y Reglamentos
A menudo se requiere NDT por estándares, códigos y regulaciones específicos de la industria. Ayuda a garantizar que los productos, componentes y estructuras cumplan con los requisitos especificados de seguridad y calidad, permitiendo el cumplimiento de los organismos regulatorios y evitando las consecuencias legales y financieras.
Sistemas de imágenes
El equipo de prueba ultrasónico avanzado puede incluir sistemas de imágenes, como la matriz gradual o los sistemas de difracción de tiempo de vuelo (TOFD). Estos sistemas permiten imágenes en tiempo real de la estructura interna del material, mejorando la detección y caracterización de defectos.
Colimadores
Los colimadores se utilizan para controlar la dirección y el tamaño del rayos X o el haz de rayos gamma. Ayudan a garantizar que la radiación se dirige con precisión al área de interés y evite la exposición innecesaria de la radiación a las áreas circundantes.
Pantallas de plomo y pantallas intensificadoras
Las pantallas de plomo se colocan detrás de la película radiográfica para mejorar la calidad de la imagen al reducir la radiación dispersa. Las pantallas intensificadoras, que contienen materiales fluorescentes, convierten los rayos X o los rayos gamma en luz visible, mejorando aún más la exposición de la película radiográfica.
Equipo de visualización
La visualización de equipos, como iluminadores o cajas de luz, se utilizan para examinar e interpretar las películas radiográficas. Estos dispositivos proporcionan condiciones de iluminación uniformes y controladas para facilitar la inspección visual de las imágenes radiográficas.
Equipo de seguridad radiológica
El equipo de prueba radiográfica requiere el uso de equipos de seguridad de la radiación para proteger a los operadores y garantizar el cumplimiento de las regulaciones de seguridad. Esto incluye delantales de plomo, guantes, gafas, dispositivos de monitoreo de radiación y recintos o habitaciones de protección de radiación.

Equipo de prueba de partículas magnéticas
El equipo de prueba de partículas magnéticas (MPT) se utiliza en pruebas no destructivas para detectar defectos superficiales y cercanos a la superficie en materiales ferromagnéticos. Se basa en el principio de fuga de flujo magnético, donde la presencia de defectos interrumpe el campo magnético, lo que permite su identificación. Aquí están los componentes clave del equipo de prueba de partículas magnéticas:
Yugos de partículas magnéticas
Los yugos de partículas magnéticas son dispositivos de mano que generan un campo magnético en el material que se inspeccionan. Consisten en un núcleo magnético y un mango de yugo. Los yugos se usan típicamente para inspecciones de superficie y están disponibles en varias configuraciones, como los yugos de CA y los yugos magnéticos permanentes.
Aplicadores de partículas magnéticas
Los aplicadores de partículas magnéticas se utilizan para aplicar partículas magnéticas en la superficie del material. Estas partículas típicamente están a base de hierro y tienen propiedades magnéticas. Los aplicadores pueden estar en forma de pistolas de pulverización, latas de aerosol o aplicadores de polvo seco.
Indicadores de campo magnético
Los indicadores de campo magnético se utilizan para verificar la resistencia y la dirección del campo magnético durante la inspección. Se aseguran de que el campo magnético esté correctamente establecido y alineado con la dirección esperada de indicaciones de defectos.
Suspensiones o polvos de partículas magnéticas
Las suspensiones o polvos de partículas magnéticas se mezclan con un fluido portador y se aplican a la superficie del material. Estas partículas se alinean a lo largo de las líneas de campo magnético y forman indicaciones visibles en las ubicaciones de defectos, lo que hace que sean más fáciles de detectar.
Fuentes de luz ultravioleta o visible
En la prueba de partículas magnéticas fluorescentes, se utilizan fuentes de luz UV o visibles para iluminar el área inspeccionada. Esto hace que las partículas magnéticas fluorescentes emitan una luz visible, mejorando la visibilidad de las indicaciones de defectos. Las lámparas UV se usan comúnmente para inspecciones fluorescentes.
Cabinas de inspección de partículas magnéticas
Las cabinas de inspección u salones oscuros proporcionan condiciones de iluminación controladas para pruebas de partículas magnéticas. Típicamente son áreas cerradas con fuentes de luz UV o visibles, lo que permite una mejor visibilidad de las indicaciones de defectos y reduciendo la interferencia de la luz externa.
Equipo de desmagnetización
Después de la prueba de partículas magnéticas, el equipo de desmagnetización se utiliza para eliminar cualquier magnetismo residual inducido en el material. Esto es importante para evitar cualquier atracción involuntaria de partículas ferromagnéticas o interferencia en procesos posteriores.
Accesorios para pruebas de partículas magnéticas
Varios accesorios admiten el proceso de prueba de partículas magnéticas, incluidos los solventes de limpieza para eliminar el exceso de partículas, plantillas de inspección o cuadrículas para referencia, y hojas de registros de inspección para la documentación.



Equipo de prueba de corrientes de Foucault
El equipo de pruebas de corriente de Eddy (ECT) se usa ampliamente en pruebas no destructivas para detectar defectos superficiales y subsuperficiales, medir la conductividad y evaluar las propiedades del material. Opera en función del principio de inducción electromagnética, donde se inducen corrientes remolinos en el material que se inspeccionan. Aquí están los componentes clave del equipo de prueba de corriente de Eddy:
Sondas o sensores de corrientes de Foucault
Las sondas de corriente Eddy son los componentes principales del equipo. Consisten en una bobina o una serie de bobinas que generan el campo magnético alterno y sienten las corrientes remolinos inducidas en el material. Las sondas vienen en varias configuraciones, como bobinas absolutas, diferenciales o rodeadoras, dependiendo de los requisitos de inspección.
Instrumento de corrientes de Foucault
El instrumento de corriente de Eddy es la unidad de control que proporciona energía a las sondas, genera la corriente alterna y mide la respuesta. Incluye una pantalla o salida para la representación visual de los resultados de las pruebas y los ajustes de los parámetros de inspección.
Selección de frecuencia de prueba
Los instrumentos actuales de Eddy permiten la selección de diferentes frecuencias para adaptarse a las características del material y el defecto. La frecuencia determina la profundidad de penetración y sensibilidad a diferentes tipos de defectos.
Estándares de referencia
Los estándares de referencia, también conocidos como estándares de calibración, se utilizan para calibrar el equipo de corriente Eddy y verificar su rendimiento. Estos estándares tienen tamaños y conductividades de defectos conocidos, lo que permite a los técnicos establecer señales de referencia para el tamaño y la caracterización precisos de defectos.
Medidores de conductividad
Conductivity meters are optional components used to measure the electrical conductivity of the material being inspected. They provide information about the material's electrical properties, which can be useful for material identification and quality control purposes.
Escáneres o Manipuladores de Sondas
Los escáneres o manipuladores de sonda se utilizan para automatizar el movimiento de las sondas de corriente de Fouca Eddy sobre la superficie del material. Aseguran patrones de escaneo consistentes y controlados, reduciendo la dependencia de la manipulación manual y mejorando la eficiencia de la inspección.
Software de adquisición y análisis de datos
El equipo de prueba actual de Eddy puede incluir software de adquisición y análisis de datos. Este software facilita la grabación, el análisis y la interpretación de las señales actuales de Eddy. Puede proporcionar representaciones visuales, procesamiento de señales, algoritmos de tamaño de defectos y capacidades de informes.
Dispositivos de compensación de despegue
El despegue se refiere a la distancia entre la sonda y la superficie del material. Puede afectar la precisión de los resultados de las pruebas actuales de Eddy. Los dispositivos de compensación de despegue, como cuñas o sondas de despegue, se utilizan para mantener una distancia de despegue constante durante la inspección.
Equipo de prueba de dureza
El equipo de prueba de dureza se utiliza para medir la dureza de los materiales, que se refiere a su resistencia a la sangría o rascado. La prueba de dureza es un método común en control de calidad, selección de materiales y evaluación de propiedades del material. Existen varios tipos de métodos de prueba de dureza, y cada uno tiene sus propios requisitos de equipo específicos. Aquí hay algunos componentes clave del equipo de prueba de dureza para diferentes métodos:
Equipo de prueba de dureza Webster
- El probador de dureza Webster está diseñado específicamente para medir la dureza de las aleaciones de aluminio. Es un instrumento portátil que funciona en el principio de la dureza de rebote. El probador utiliza un impactador esférico que se libera de una altura especificada y rebota en la superficie del material. El valor de dureza se determina en función de la distancia de rebote, que se indica en una escala. Los valores más altos en la escala corresponden a una dureza más alta.



Equipo de prueba de dureza Shore
- Los probadores de dureza de la costa se usan ampliamente para medir la dureza de los elastómeros, el caucho y los plásticos suaves. Emplean las escalas de dureza de la costa, que llevan el nombre de Albert F. Shore, que incluyen Shore A, Shore D y Shore OO. El instrumento utiliza un indente puntiagudo o redondeado para medir la profundidad de la penetración en el material bajo una fuerza aplicada específica. El valor de dureza se muestra en una escala, con valores más altos que indican una mayor dureza.



Equipo de prueba de dureza de escritorio
- Los probadores de dureza de escritorio son instrumentos estacionarios utilizados para medir la dureza de varios materiales. Por lo general, emplean diferentes métodos de prueba de dureza como Rockwell, Brinell o Vickers. Estos probadores ofrecen una mayor precisión y precisión en comparación con los dispositivos portátiles. Consisten en una base resistente, un sangría, un sistema de carga ajustable y un dispositivo de medición (marco o pantalla digital) para determinar el valor de la dureza.
Equipo de prueba de dureza Barcol
- El probador de dureza de Barcol es un instrumento portátil utilizado para medir la dureza de los materiales blandos como plásticos, compuestos y aleaciones de aluminio. Funciona en base a la profundidad de la penetración de un punto de sangría agudo en el material bajo una presión de resorte específica. El instrumento proporciona una lectura numérica en una escala, con valores más altos que indican una mayor dureza.



Equipo de prueba de dureza portátil
- Probador de dureza portátil: los probadores de dureza portátil son dispositivos compactos y portátiles que miden la dureza utilizando varios métodos, como Leeb, UCI (impedancia de contacto ultrasónica) o rebote. Estos probadores generalmente incluyen una sonda o dispositivo de impacto, una pantalla de visualización y un sistema de almacenamiento de datos.
Equipo de prueba de dureza Rockwell
- Probador de dureza de Rockwell: este dispositivo mide la profundidad de la penetración de un sangría bajo una carga específica. Consiste en un sangría, una carga ajustable y un dial o pantalla digital para leer el valor de dureza.
- Pueses: los probadores de dureza de Rockwell usan diferentes hechos, incluidos diamantes, bolas de acero o conos, dependiendo del material y la escala que se está probando.
- ONBLE: El yunque es una superficie plana y estable contra la cual se coloca el material durante el proceso de prueba.
Equipo de prueba de dureza Brinell
- Probador de dureza de Brinell: la dureza de Brinell se determina midiendo el diámetro de una impresión hecha por un sangría esférico bajo una carga específica. El probador incluye un sangría, una carga ajustable y un sistema de medición óptica o un microscopio para medir el diámetro de sangría.
- Pues de sangría: los probadores de dureza Brinell usan un sangría esférico hecho de carburo de tungsteno o acero endurecido, con un diámetro específico.
- ONvil: Similar a las pruebas de Rockwell, Brinell Durewness Testing utiliza un yunque para proporcionar una base estable para el material que se está probando.
Equipo de prueba de dureza Vickers
- Probador de dureza de Vickers: la dureza de Vickers se determina midiendo las longitudes diagonales de una impresión hecha por un indentador de diamante piramidal bajo una carga específica. El probador incluye un sangría, una carga ajustable y un sistema de medición óptica o un microscopio para medir las longitudes diagonales.
- Guarder: el probador de dureza de Vickers usa un hormigueo de diamante piramidal con un ángulo específico entre las caras opuestas.
- ONVIL: Se utiliza un yunque para soportar el material durante el proceso de prueba.
Equipo de prueba de dureza Knoop
- Probador de dureza Knoop: la dureza de Knoop se mide determinando la longitud de sangría hecha por un sangrado de diamante piramidal bajo una carga específica. El probador incluye un sangría, una carga ajustable y un sistema de medición óptica o un microscopio para medir la longitud de la sangría.
- Guarder: el probador de dureza Knoop utiliza un dentador de diamante piramidal con una forma alargada específica.
- ONvil: un yunque proporciona soporte para el material durante la prueba.
Equipos de medidores de espesor
Los medidores de espesor se utilizan para medir el grosor de varios materiales, incluidos metales, plásticos, vidrio y recubrimientos. Son herramientas esenciales para aplicaciones de control de calidad, fabricación y mantenimiento.
Medidor de espesor ultrasónico
Los medidores de grosor ultrasónico utilizan ondas de sonido de alta frecuencia para medir el grosor de los materiales. Consisten en un dispositivo portátil con una sonda de transductor que emite pulsos ultrasónicos y recibe las ondas reflejadas. El medidor calcula el grosor en función del tiempo que tarda las ondas de sonido en viajar a través del material y regresar al transductor. El equipo puede incluir una pantalla digital, capacidades de almacenamiento de datos y software para análisis e informes.










Medidor de espesor de recubrimiento
Un medidor de espesor de recubrimiento, también conocido como medidor de espesor de pintura o un medidor de espesor de película, es un instrumento especializado utilizado para medir el grosor de los recubrimientos aplicados a un sustrato. Se usa comúnmente en industrias como la protección automotriz, aeroespacial, de fabricación y corrosión. Aquí están los componentes y características clave de un medidor de espesor de recubrimiento
Sonda o Sensor:
La sonda o sensor es el componente principal del medidor de espesor de recubrimiento. Se coloca en contacto con la superficie recubierta y mide el grosor del recubrimiento. La sonda puede ser magnética, corriente remolino o ultrasónica, dependiendo del tipo de recubrimientos que se miden.Principio de medición:
Los medidores de grosor de recubrimiento emplean diferentes principios de medición dependiendo del tipo de recubrimientos. Los dos principios más comunes son:- Inducción magnética: los medidores de espesor de recubrimiento magnético usan un campo magnético para medir el grosor de los recubrimientos no magnéticos en sustratos magnéticos.
- Corriente de Eddy: los medidores de espesor de recubrimiento de corriente de For Eddy generan corrientes remolinos en recubrimientos conductores para medir su grosor en sustratos no conductores.
Estándares de calibración:
Los medidores de espesor de recubrimiento requieren calibración para garantizar mediciones precisas. Los estándares de calibración con espesores de recubrimiento conocidos se utilizan para verificar la precisión y el rendimiento del medidor. El fabricante del medidor típicamente proporciona estos estándares o se pueden obtener por separado.Visualización y lectura:
Los medidores de grosor de recubrimiento cuentan con una pantalla que muestra el espesor de recubrimiento medido. La pantalla puede ser digital, analógica o ambos, dependiendo del modelo. Algunos indicadores también tienen características adicionales como retroiluminación y representaciones gráficas del grosor de recubrimiento.Rango de medición y unidades:
Los medidores de grosor de recubrimiento tienen un rango de medición específico que determina el grosor mínimo y máximo de recubrimiento que pueden medir con precisión. El medidor puede admitir diferentes unidades de medición, como micrómetros (µM), mils o pulgadas, lo que permite flexibilidad en los informes y el análisis de datos.Estadísticas y almacenamiento de datos:
Los medidores de espesor de recubrimiento avanzado pueden incluir funciones estadísticas y capacidades de almacenamiento de datos. Estas características permiten que el medidor promedie múltiples mediciones, calcule las desviaciones estándar y almacene los datos de medición para un análisis o informes posteriores.Software y conectividad:
Algunos medidores de espesor de recubrimiento vienen con opciones de software o conectividad que permiten la transferencia de datos a una computadora u otros dispositivos. Esto permite un análisis adicional, documentación e integración con sistemas de control de calidad.
Los medidores de espesor de recubrimiento vienen en varios diseños y configuraciones para adaptarse a diferentes aplicaciones y tipos de recubrimiento. Es importante seleccionar un medidor apropiado para los materiales específicos de recubrimiento y sustrato, así como el rango de precisión y medición requeridos.
-
 Leer másVista rápida
Leer másVista rápida




Medidor de espesor magnético
Los medidores de espesor magnético, también conocidos como medidores de espesor de extracción magnética, se utilizan para medir el grosor de los materiales ferrosos. Confían en el principio de la atracción magnética. El medidor contiene un imán permanente o un electroimán que se adhiere a la superficie del material. A medida que se saca el medidor, la fuerza requerida para separarlo se mide y se correlaciona con el grosor del material. Estos medidores a menudo tienen una escala incorporada o una pantalla digital para indicar la lectura del grosor.
Medidor de espesor de corrientes de Foucault
Los medidores de espesor de corriente de Eddy usan el principio de inducción electromagnética para medir el grosor de los recubrimientos no conductores en sustratos conductores. Generan corrientes remolinos en el material conductor, y el grosor del recubrimiento está determinado por los cambios en la conductividad eléctrica. Los medidores de espesor de corriente de Eddy generalmente tienen una sonda o sensor, una unidad de instrumentos con pantalla y botones de control para ajustes de parámetros.
Medidor de espesor mecánico
Los medidores de grosor mecánico, también conocidos como micrómetros o pinzas, son herramientas manuales utilizadas para medir el grosor de varios materiales. Cuentan con una mandíbula o yunque de medición que contacta la superficie del material, y un indicador de escala o dial para leer el grosor. Los medidores de grosor mecánico vienen en diferentes diseños, incluidas versiones digitales para una mayor precisión y facilidad de uso.
Medidor de espesor láser
Los medidores de espesor del láser usan la tecnología láser para medir la distancia entre el medidor y la superficie del material, que luego se convierte en mediciones de espesor. Estos medidores a menudo emplean métodos de medición sin contacto, haciéndolos adecuados para superficies o aplicaciones delicadas donde el contacto físico no es deseable. Los medidores de grosor láser generalmente tienen un emisor láser, un sensor y una pantalla digital para leer el grosor.
Equipo de medición de rugosidad superficial
El equipo de medición de rugosidad de la superficie se usa para cuantificar y evaluar la textura e irregularidades presentes en la superficie de un material. Estas mediciones son vitales en industrias como la fabricación, el automóvil, el aeroespacial y el control de calidad. Aquí hay algunos tipos comunes de equipos de medición de rugosidad de la superficie:
Perfilómetro
Un profilómetro, también conocido como probador de rugosidad de la superficie o profilómetro de superficie, es un instrumento versátil utilizado para medir la rugosidad de la superficie. Por lo general, utiliza un lápiz óptico o una sonda con punta de diamante que atraviesa la superficie. El instrumento mide el desplazamiento vertical del lápiz óptico a medida que se mueve a lo largo de la superficie, generando un perfil que representa la rugosidad de la superficie. Los perfilómetros pueden proporcionar varios parámetros, incluida la AR (aspereza media aritmética), RZ (profundidad de rugosidad promedio) y RQ (rugosidad cuadrada media de la raíz). El instrumento puede tener una pantalla digital, capacidades de almacenamiento de datos y software para el análisis de datos.
Perfilador óptico
Los perfiladores ópticos utilizan técnicas ópticas sin contacto, como la interferometría o la microscopía confocal, para medir la rugosidad de la superficie. Estos instrumentos emplean ondas de luz para capturar imágenes de superficie y analizar la textura de la superficie. Los perfiladores ópticos pueden proporcionar mapas de superficie 3D detallados y varios parámetros de rugosidad. Son adecuados para medir una amplia gama de superficies, incluidos materiales transparentes y superficies altamente reflectantes.
Microscopio de fuerza atómica (AFM)
Los microscopios de fuerza atómica son instrumentos de alta resolución utilizados para obtener imágenes y medir la topografía de la superficie en la nanoescala. Las AFM utilizan una sonda aguda que escanea la superficie, detectando fuerzas entre la sonda y el material. Al analizar estas fuerzas, el instrumento genera una representación 3D detallada de la textura de la superficie. Los AFM son excepcionalmente precisos y pueden medir la rugosidad de la superficie a niveles subnanómetros.
Microscopio confocal de barrido láser
Los microscopios confocales de exploración láser utilizan técnicas de escaneo láser y imágenes confocales para medir la rugosidad de la superficie. Estos instrumentos capturan la luz reflejada o dispersa de la superficie, lo que permite el análisis de las características de la superficie y las características de rugosidad. Los microscopios confocales de escaneo láser proporcionan imágenes de alta resolución y pueden medir la rugosidad de la superficie tanto en 2D como en 3D.
Interferómetro de luz blanca
Los interferómetros de luz blanca utilizan el principio de interferometría para medir la rugosidad de la superficie. Estos instrumentos iluminan la superficie con luz blanca y analizan los patrones de interferencia creados por las ondas de luz reflejadas. La rugosidad de la superficie se determina midiendo el cambio de fase y las variaciones de intensidad en los patrones de interferencia. Los interferómetros de luz blanca proporcionan mediciones rápidas y precisas de la rugosidad de la superficie.
Cada tipo de equipo de medición de rugosidad de la superficie tiene sus ventajas y es adecuado para aplicaciones específicas y requisitos de medición. Deben considerarse factores como la resolución deseada, el rango de medición, el material de superficie y el área de superficie a medir al seleccionar el equipo apropiado para el análisis de la rugosidad de la superficie.
¿DÓNDE SE UTILIZA EL END (Aplicación)?
Las pruebas no destructivas (NDT) se usan en una amplia gama de industrias y aplicaciones donde la integridad, la calidad y la confiabilidad de los materiales, componentes y estructuras son cruciales.

Aeroespacial y Aviación
NDT se usa ampliamente en la industria aeroespacial para inspeccionar los componentes de las aeronaves, como alas, fuselaje, piezas de motor y tren de aterrizaje, para garantizar su integridad estructural y detectar cualquier defecto que pueda comprometer la seguridad.

Automotor
NDT se utiliza en la industria automotriz para inspeccionar componentes críticos como piezas de motor, chasis, soldaduras y sistemas de suspensión. Ayuda a identificar defectos de fabricación, inconsistencias de materiales y grietas de fatiga que podrían afectar el rendimiento y la seguridad.

Petróleo y gas
El NDT es crucial en la industria del petróleo y el gas para inspeccionar tuberías, tanques de almacenamiento, recipientes a presión y estructuras en alta mar. Ayuda a detectar corrosión, defectos de soldadura y otros defectos que pueden provocar fugas, fallas y riesgos ambientales.

Generación de energía
El NDT se emplea en centrales eléctricas, incluidas las instalaciones nucleares, térmicas e hidroeléctricas, para evaluar la condición de componentes críticos como turbinas, calderas, intercambiadores de calor y sistemas de tuberías. Ayuda a identificar fallas, erosión y corrosión que podrían afectar la eficiencia y la seguridad.

Fabricación
NDT se utiliza en diversas industrias manufactureras, como la fabricación de metales, la fundición y la soldadura, para garantizar la calidad y la integridad de los productos. Ayuda a detectar defectos, porosidad, grietas e inconsistencias en materiales y soldaduras, asegurando el cumplimiento de los estándares de calidad.

Construcción
NDT se usa ampliamente en la industria aeroespacial para inspeccionar los componentes de las aeronaves, como alas, fuselaje, piezas de motor y tren de aterrizaje, para garantizar su integridad estructural y detectar cualquier defecto que pueda comprometer la seguridad.

Procesamiento petroquímico y químico
El NDT se emplea en plantas de procesamiento petroquímico y químico para inspeccionar equipos, tanques de almacenamiento, tuberías y recipientes a presión. Ayuda a identificar la corrosión, la erosión y otras formas de degradación que podrían comprometer la confiabilidad y la seguridad de las instalaciones.

Ferrocarril y transporte
NDT se utiliza en la industria ferroviaria y del transporte para inspeccionar vías ferroviarias, puentes, stock rodar y otros componentes críticos. Ayuda a detectar defectos, grietas de fatiga y defectos estructurales que podrían provocar descarrilamientos o accidentes de trenes.

Infraestructura e Ingeniería Civil
NDT se aplica en la inspección de proyectos de infraestructura, incluidos carreteras, puentes, túneles y presas. Ayuda a evaluar la condición, la integridad y la seguridad de estas estructuras, guiando las decisiones de mantenimiento y reparación.

Medicina y atención sanitaria
Las técnicas de NDT, como las radiografías y el ultrasonido, se utilizan en el campo médico para obtener imágenes de diagnóstico, evaluar las fracturas óseas, detectar tumores y evaluar estructuras internas sin procedimientos invasivos.
CÓDIGOS Y NORMAS END
Los códigos y estándares NDT son pautas importantes que proporcionan requisitos, criterios y mejores prácticas específicas de la industria para realizar pruebas no destructivas (NDT). Garantizan consistencia, confiabilidad y seguridad en los procesos de NDT y ayudan a mantener el control de calidad.

ASNT
ASNT (Sociedad Americana de Pruebas no destructivas) es una sociedad profesional que se centra en el avance de NDT. Si bien ASNT no desarrolla directamente los códigos y estándares, proporciona recursos y publicaciones que apoyan a los profesionales de NDT en los siguientes estándares y mejores prácticas establecidas.

ASTM
ASTM (Sociedad Americana de Pruebas y Materiales) International desarrolla y publica estándares para una amplia gama de industrias, incluido el NDT. Los estándares ASTM cubren varios métodos NDT, como la prueba de partículas magnéticas (ASTM E1444), las pruebas de penetrante líquido (ASTM E1417) y las pruebas ultrasónicas (ASTM E317).

COMO YO
ASME (Sociedad Americana de Ingenieros Mecánicos) desarrolla códigos y estándares para diversas disciplinas de ingeniería. Incluye estándares relacionados con NDT, como el código de caldera y vaso de presión (Sección V - Examen no destructivo), que proporciona pautas para métodos de NDT como pruebas radiográficas, pruebas ultrasónicas y pruebas de penetración de líquidos.

API
La API (American Petroleum Institute) desarrolla estándares y prácticas recomendadas para la industria del petróleo y el gas. Incluye estándares relacionados con el NDT, como API 570 (inspección de tuberías), API 510 (inspección de vaso a presión) y API 653 (inspección del tanque de almacenamiento).
¿Cuál es la diferencia entre pruebas destructivas y pruebas no destructivas?
Las pruebas destructivas (DT) y las pruebas no destructivas (NDT) son dos métodos de prueba distintos utilizados para evaluar las propiedades, la integridad y el rendimiento de materiales, componentes y estructuras. Aquí está la diferencia entre los dos:
Pruebas Destructivas (DT)
Objetivo
DT implica someter una muestra de prueba a condiciones extremas o niveles de estrés que finalmente conducen a su falla o deformación. El objetivo es comprender el comportamiento, la fuerza y las limitaciones del material o componente que se está probando.
Integridad de la muestra
DT destruye o altera permanentemente la muestra de prueba, lo que lo hace inutilizable después de la prueba. El espécimen se toma generalmente del lote de producción real o componente.
Información obtenida
DT proporciona información detallada sobre las propiedades mecánicas, la capacidad de carga, los modos de falla y los límites de rendimiento del material o componente probado.
Ejemplos
Las pruebas de tracción, las pruebas de doblado, las pruebas de impacto, las pruebas de dureza de la fractura, las pruebas de fatiga y las pruebas de dureza son ejemplos comunes de pruebas destructivas.
Ensayos no destructivos (END)
Objetivo
Las técnicas de NDT se utilizan para examinar las características internas y superficiales de los materiales y componentes sin causar ningún daño permanente. El objetivo es evaluar la calidad, la integridad y el rendimiento sin afectar la usabilidad del objeto probado.
Integridad de la muestra
NDT conserva la integridad del espécimen de prueba, lo que permite que se use o devuelva al servicio después de la inspección.
Información obtenida
NDT proporciona información sobre defectos, defectos, discontinuidades y propiedades del material sin alterar el objeto probado. Ayuda a detectar y evaluar defectos internos y superficiales, medir las dimensiones, evaluar las propiedades del material e identificar mecanismos potenciales de falla.
Ejemplos
Las pruebas ultrasónicas, las pruebas radiográficas, las pruebas de partículas magnéticas, las pruebas de penetrantes líquidos, las pruebas de corriente deult, la inspección visual y la termografía son ejemplos comunes de técnicas de prueba no destructivas.
Tabla que resume las diferencias clave entre DT y END
| Pruebas Destructivas (DT) | Ensayos no destructivos (END) | |
|---|---|---|
| Objetivo | Comprender el comportamiento, la fuerza y las limitaciones | Evaluar la calidad, la integridad y el rendimiento |
| Integridad de la muestra | La muestra se destruye o se altera permanentemente. | La muestra se conserva y se puede devolver al servicio. |
| Información obtenida | Información detallada sobre propiedades mecánicas, modos de falla, límites de rendimiento | Detección de defectos, evaluación de defectos, evaluación de propiedades del material |
| Ejemplos | Pruebas de tracción, pruebas de doblado, pruebas de impacto, pruebas de resistencia a la fractura, prueba de fatiga, prueba de dureza | Pruebas ultrasónicas, pruebas radiográficas, pruebas de partículas magnéticas, pruebas de penetrantes líquidos, pruebas de corriente de Eddy, inspección visual, termografía |
| Usabilidad | Inutiliza la muestra después de la prueba | La muestra puede permanecer en servicio o devolverse al servicio después de la inspección. |
Diferencias clave
Integridad de la muestra
DT destruye o altera la muestra de prueba, mientras que NDT conserva la integridad del objeto probado.
Información obtenida
DT proporciona información detallada sobre el comportamiento y los modos de falla del material o componente probado, mientras que NDT se enfoca en detectar defectos, defectos y evaluar las propiedades del material sin causar ningún daño.
Usabilidad
DT hace que la muestra de prueba sea inutilizable después de la prueba, mientras que NDT permite que el objeto probado permanezca en el servicio o devuelva al servicio después de la inspección.
Tanto DT como NDT tienen sus respectivas ventajas y aplicaciones. El DT a menudo se usa para la caracterización del material, la evaluación del rendimiento y el control de calidad durante las etapas de desarrollo y fabricación. El NDT, por otro lado, se emplea para la inspección en el servicio, el mantenimiento y el monitoreo continuo para garantizar la integridad y la seguridad de los materiales, componentes y estructuras sin causar ningún daño.
Los 8 métodos NDT más comunes
Estos son algunos de los métodos NDT más utilizados, cada uno con sus ventajas, limitaciones y aplicaciones específicas. La selección del método apropiado depende de factores como el material que se está probando, el tipo de defecto o defecto que se busca y los requisitos específicos de la inspección.
Pruebas ultrasónicas (UT)
Principio:
UT trabaja en el principio de propagación de onda de sonido. Un transductor genera ondas de sonido de alta frecuencia (típicamente en el rango de 0.5 a 20 MHz) y las dirige al material que se inspeccionan. Las ondas de sonido viajan a través del material, y las ondas reflejadas se analizan para detectar fallas, medir el grosor y evaluar las propiedades del material.
Procedimiento:
Calibración: el equipo UT se calibra utilizando un estándar de referencia con propiedades conocidas para garantizar mediciones precisas.
Acoplamiento: se aplica un medio de acoplamiento, como un gel o agua, a la superficie del material para mejorar la transmisión de ondas de sonido entre el transductor y el material.
Operación del transductor: el transductor, que consiste en un cristal piezoeléctrico, emite una onda de sonido pulsada en el material. El cristal convierte una señal eléctrica en vibraciones mecánicas, generando las ondas de sonido.
Propagación de onda de sonido: las ondas de sonido viajan a través del material hasta que encuentran interfaces, límites o defectos dentro del material. En estas interfaces, una parte de las ondas de sonido se refleja en el transductor.
Recepción y análisis: el transductor cambia a un modo de recepción para detectar las ondas de sonido reflejadas. Luego se analizan las señales recibidas para determinar la presencia, la ubicación y las características de cualquier defecto o anomalías dentro del material.
Aplicaciones:
UT se usa ampliamente en diversas industrias para la detección de defectos, la medición del espesor y la caracterización del material. Algunas aplicaciones comunes incluyen:
Inspecciones de soldadura: UT puede detectar defectos de soldadura como grietas, falta de fusión y penetración incompleta en juntas soldadas.
Mediciones de grosor: UT se usa para medir el grosor de los materiales, como tuberías, placas y tanques, para garantizar el cumplimiento de los estándares de seguridad.
Detección de corrosión: UT puede identificar la corrosión y la erosión en los metales detectando cambios en el grosor del material.
Evaluación de calidad de unión: UT se emplea para evaluar la integridad de los enlaces adhesivos entre los materiales.
Inspección del material compuesto: UT se usa para detectar delaminaciones, desaprobos y otros defectos en materiales compuestos como polímeros reforzados con fibra de carbono.
Ventajas:
- Alta sensibilidad a pequeños defectos.
- Velocidad de inspección rápida y resultados en tiempo real.
- Puede evaluar la estructura interna de los componentes sin causar daño.
- Adecuado para una amplia gama de materiales, incluidos metales, compuestos, plásticos y cerámica.
Limitaciones:
- Requiere acceso a ambos lados del objeto de prueba.
- Altamente dependiente de la habilidad e interpretación del operador.
- Las ondas ultrasónicas tienen dificultades para penetrar materiales con alta atenuación, como materiales gruesos o altamente atenuantes.
Las pruebas ultrasónicas son un método NDT versátil y ampliamente utilizado que proporciona información valiosa sobre la integridad interna y las características de los materiales. Desempeña un papel crucial para garantizar la confiabilidad y seguridad de varios componentes y estructuras en diversas industrias.
Inspección Visual (VT)
Principio:
La inspección visual se basa en el ojo humano y la agudeza visual para identificar defectos superficiales, irregularidades, daño de la superficie o cualquier otra indicación visible. Implica la observación cuidadosa del material o componente en condiciones de iluminación adecuadas para detectar cualquier anomalía que pueda afectar su rendimiento o integridad.
Procedimiento:
Preparación: El material o componente a inspeccionar se prepara asegurando la limpieza y eliminación adecuadas de cualquier contaminante de la superficie que pueda obstaculizar la inspección. Se hacen arreglos de iluminación adecuados para proporcionar suficiente iluminación para el examen.
Examen visual: el inspector observa directamente la superficie del material o componente utilizando sus ojos o ayudado por dispositivos de aumento, como lupas o borescopios, para mejorar la visibilidad en áreas difíciles de alcanzar.
Criterios de inspección: el inspector compara la superficie observada con los criterios especificados, que podrían ser estándares, especificaciones o criterios de aceptación visual. Se observan y evalúan cualquier desviación o anomalía.
Documentación: Se documentan los resultados de la inspección visual, incluida la ubicación, la naturaleza y el tamaño de cualquier defecto o irregularidades observadas. Se pueden tomar fotografías o videos como evidencia visual.
Aplicaciones:
La inspección visual se utiliza ampliamente en varias industrias para diversos fines, que incluyen:
Defectos de la superficie: la TV es efectiva para detectar defectos superficiales, como grietas, pozos, corrosión, rasguños, abolladuras y desgaste.
Inspecciones de soldadura: se utiliza para evaluar la calidad y la integridad de las soldaduras, identificando problemas como la falta de fusión, la penetración incompleta, la reducción o la salpicadura de soldadura.
Inspecciones de recubrimiento: la TV se emplea para inspeccionar la condición y calidad de los recubrimientos aplicados, como pintura, recubrimiento en polvo o recubrimientos protectores, para unaiformidad, adhesión e imperfecciones de la superficie.
Inspecciones dimensionales: se puede utilizar para verificar las características dimensionales y las tolerancias de los componentes, asegurando que cumplan con los requisitos especificados.
Inspecciones de ensamblaje: VT ayuda a confirmar el conjunto correcto de componentes, verificando las superficies de alineación, ajuste y apareamiento adecuadas.
Ventajas:
- Método simple y rentable.
- Resultados inmediatos obtenidos en tiempo real.
- Puede detectar defectos visibles e irregularidades.
- No requiere equipos especializados o procedimientos complejos.
Limitaciones:
- Limitado a la inspección de la superficie; No se puede detectar defectos internos.
- Se basa en la agudeza y la experiencia visual del inspector, que puede introducir la subjetividad.
- Las condiciones de iluminación inadecuadas o las obstrucciones visuales pueden afectar la calidad de la inspección.
La inspección visual es un método NDT valioso para identificar rápidamente los defectos de la superficie e irregularidades. Sirve como una herramienta de detección inicial y a menudo se combina con otros métodos NDT para proporcionar una evaluación integral de la integridad de material o componentes.
Pruebas de líquidos penetrantes (PT)
Principio:
Las pruebas de penetrante líquido se basan en la acción capilar de un penetrante líquido para llenar defectos que rompen la superficie. El penetrante se aplica a la superficie del material, se deja filtrarse en cualquier grietas de superficie o discontinuidades, se elimina el exceso de penetrante y se aplica un desarrollador para extraer y hacer que las indicaciones sean visibles.
Procedimiento:
Pre-limpieza: la superficie del material se limpia a fondo para eliminar cualquier contaminante, como suciedad, grasa o pintura, que podría interferir con la penetración del líquido.
Aplicación de penetrante: se aplica un penetrante líquido, típicamente un colorante de color o un tinte fluorescente, a la superficie del material. El penetrante se deja en la superficie durante un período especificado, lo que le permite filtrarse en cualquier defecto de superficie a través de la acción capilar.
Tiempo de permanencia de penetrantes: el penetrante tiene tiempo suficiente para penetrar en los defectos. La duración varía según el material, el tamaño del defecto y las especificaciones de penetrantes.
Exceso de extracción de penetrantes: después del tiempo de permanencia, el exceso de penetrante se elimina cuidadosamente de la superficie usando un disolvente o enjuague de agua. Este proceso debe ser suave para evitar eliminar cualquier penetrante atrapado en defectos.
Aplicación del desarrollador: se aplica un desarrollador, como un polvo blanco o una suspensión líquida, a la superficie. El desarrollador extrae el penetrante de los defectos, creando indicaciones visibles o «desangrarse» áreas.
Examen de indicación: el inspector examina la superficie en condiciones de iluminación adecuadas para observar y evaluar las indicaciones. El tamaño, la forma y la ubicación de las indicaciones se observan para un análisis posterior.
Después de la limpieza: una vez que se completa la inspección, la superficie se limpia para eliminar el residuo de penetrante y desarrollador.
Aplicaciones:
La prueba de penetrante líquido se usa comúnmente en diversas industrias para la detección de defectos superficiales, incluidos:
Inspecciones de soldadura: el PT es efectivo para detectar defectos de la superficie, como grietas, falta de fusión, porosidad y reducción de soldaduras.
Inspecciones de fundición y forja: puede identificar las discontinuidades de la superficie como grietas de contracción, cierres frías, lágrimas calientes y vueltas en fundiciones y perdtres.
Inspecciones de componentes mecanizados: PT se usa para inspeccionar los componentes mecanizados en busca de grietas superficiales, quemaduras de molienda y otros defectos relacionados con la superficie.
Inspecciones aeroespaciales y automotrices: se emplea para inspeccionar componentes críticos en las industrias aeroespaciales y automotrices, asegurando la integridad estructural y la seguridad de las piezas.
Inspecciones de mantenimiento y reparación: PT se utiliza para inspecciones de rutina y mantenimiento de componentes para identificar defectos de la superficie y evitar fallas.
Ventajas:
- Método relativamente simple y rentable.
- Puede detectar defectos que rompen la superficie que pueden no ser visibles a simple vista.
- Se puede usar en una amplia gama de materiales, incluidos metales, plásticos, cerámica y compuestos.
- Se puede realizar en componentes de forma compleja y superficies irregulares.
Limitaciones:
- Limitado a la detección de defectos superficiales; No se puede detectar defectos subsuperficiales o internos.
- Requiere acceso a la superficie que se inspecciona.
- La preparación y la limpieza de la superficie son cruciales para resultados precisos.
- La habilidad y la interpretación del operador son importantes para inspecciones confiables.
La prueba de penetrante líquido es un método NDT valioso para detectar defectos de superficie y discontinuidades. Se usa ampliamente debido a su simplicidad, rentabilidad y capacidad para detectar pequeñas grietas y defectos de la superficie que pueden comprometer la integridad de los materiales y componentes.
Prueba de corrientes de Foucault (ET)
Principio:
Las pruebas de corriente de Eddy se basan en el principio de inducción electromagnética. Cuando se pasa una corriente alterna a través de una bobina o sonda, genera un campo magnético alterno a su alrededor. Cuando este campo magnético interactúa con un material conductor, las corrientes remolinos se inducen dentro del material. La presencia de fallas o variaciones en el material interrumpe las corrientes de remolino, lo que resulta en cambios en las propiedades eléctricas medidas, que se pueden analizar para detectar y caracterizar los defectos.
Procedimiento:
Selección de bobina o sonda: la bobina o sonda apropiada se elige en función del material que se inspecciona, el tipo de defecto a detectar y la sensibilidad deseada.
Excitación: se pasa una corriente alterna a través de la bobina o la sonda, creando un campo magnético alterno.
Generación de corriente de Eddy: el campo magnético alterno induce corrientes de Eddy en el material conductor que se está inspeccionando. Las corrientes remolinos circulan dentro del material y crean sus propios campos magnéticos.
Interacción con fallas: las corrientes de remolino están influenciadas por la presencia de defectos superficiales o cercanos a la superficie, como grietas, vacíos o variaciones de materiales. Los defectos interrumpen el flujo de corriente de Fouca Eddy, lo que lleva a cambios en las propiedades eléctricas de la bobina o la sonda.
Mediciones eléctricas: el instrumento miden y analizan los cambios en las propiedades eléctricas, como la impedancia, el ángulo de fase o el voltaje. Estas mediciones se utilizan para detectar y evaluar la presencia, la ubicación, el tamaño y las características de los defectos.
Análisis e interpretación de datos: los datos recopilados son analizados e interpretados por inspectores capacitados o algoritmos automatizados para determinar la gravedad y la importancia de los defectos detectados.
Aplicaciones:
Las pruebas de corriente de Eddy se utilizan ampliamente en diversas industrias para la detección de defectos, la clasificación de materiales y las mediciones de conductividad. Algunas aplicaciones comunes incluyen:
Detección de grietas: ET puede identificar grietas superficiales y cercanas a la superficie en metales, como grietas de fatiga, grietas por corrosión de estrés y grietas de tratamiento térmico.
Clasificación de material: se utiliza para clasificar y clasificar materiales conductores en función de su conductividad eléctrica o composición de aleación.
Medición del grosor de recubrimiento: ET puede medir el grosor de los recubrimientos no conductores, como la pintura o las capas anodizadas, en sustratos conductores.
Monitoreo del tratamiento térmico: se emplea para evaluar la efectividad de los procesos de tratamiento térmico, detectando tratamiento térmico inadecuado o variaciones de propiedades materiales.
Inspecciones de tubo y tubería: ET se usa para inspeccionar tubos y tuberías en busca de defectos, como variaciones de corrosión, picaduras y espesor de pared.
Ventajas:
- Capaz de detectar fallas superficiales y cercanas a la superficie.
- Alta sensibilidad a pequeñas grietas y defectos.
- Velocidad de inspección rápida y resultados en tiempo real.
- Se puede automatizar para inspecciones de alto volumen.
- No requiere contacto directo con el material que se inspecciona.
Limitaciones:
- Limitado a materiales conductores.
- La profundidad de la penetración es limitada, lo que lo hace menos efectivo para inspeccionar materiales gruesos.
- Se puede requerir calibración y configuración complejas para inspecciones precisas.
- La habilidad y la capacitación del operador son necesarios para la interpretación adecuada de los resultados.
Las pruebas de corriente de Eddy son un método NDT versátil y ampliamente utilizado que proporciona información valiosa sobre fallas superficiales y cercanas a la superficie en materiales conductores. Es particularmente útil para detectar grietas, clasificar materiales y monitorear las propiedades de los componentes conductores en diversas industrias.
Pruebas de partículas magnéticas (MT)
Principio:
La prueba de partículas magnéticas se basa en el principio de fuga de flujo magnético. Cuando se aplica un campo magnético a un material ferromagnético, como el hierro o el acero, las líneas de fuerza magnéticas pasan a través del material. Si hay un defecto superficial o cercano a la superficie, como una grieta o discontinuidad, las líneas de campo magnético están distorsionadas o «filtración» del material, creando postes magnéticos en los bordes del defecto. Estos polos magnéticos atraen y sostienen partículas magnéticas, que se pueden visualizar e interpretar para identificar y caracterizar el defecto.
Procedimiento:
Magnetización: la parte o componente ferromagnético se magnetizan utilizando una técnica de magnetización de corriente continua (CC) o corriente alterna (CA). La dirección de magnetización se elige en función de la orientación del defecto esperado y las propiedades del material.
Aplicación de partículas: las partículas magnéticas, generalmente en forma de polvo seco o suspensión húmeda, se aplican a la superficie de la pieza que se inspeccionan. Las partículas se eligen en función de su capacidad de ser atraídos por el campo magnético.
Acumulación de partículas: las partículas magnéticas se acumulan en las ubicaciones de defectos debido a la fuga de flujo magnético causado por la presencia de los defectos. Forman indicaciones visibles que resaltan la ubicación y la forma de los defectos.
Inspección: el inspector examina visualmente la superficie en condiciones de iluminación apropiadas para observar las indicaciones de partículas magnéticas. Las indicaciones pueden aparecer como líneas de colores, grupos o acumulaciones, dependiendo del tipo de partículas y la naturaleza de los defectos.
Interpretación: el inspector interpreta las indicaciones para determinar el tipo, el tamaño y la importancia de los defectos. El tamaño de las indicaciones se puede medir y compararse con los criterios o estándares de aceptación para evaluar la integridad de la pieza.
Desmagnetización: después de la inspección, la pieza se desmagnetiza para eliminar cualquier magnetismo residual que pueda interferir con los procesos posteriores o afectar el rendimiento de la pieza.
Aplicaciones:
La prueba de partículas magnéticas se usa comúnmente en diversas industrias para la detección de defectos y el control de calidad de los materiales ferromagnéticos, que incluyen:
Inspecciones de soldadura: MT es efectiva para detectar defectos superficiales y cercanos a la superficie en soldaduras, como grietas, falta de fusión y penetración incompleta.
Inspecciones de fundición y forjación: puede identificar defectos como grietas, porosidad, inclusiones y vueltas en fundiciones y parlantes.
Inspecciones automotrices y aeroespaciales: MT se emplea para inspeccionar componentes críticos, como piezas de motor, engranajes, ejes y estructuras de aeronaves, para grietas y defectos superficiales.
Inspecciones de mantenimiento: se utiliza para inspecciones de rutina y mantenimiento de componentes ferromagnéticos, asegurando su continua operación segura y confiable.
Ventajas:
- Detecta defectos superficiales y cercanos a la superficie en materiales ferromagnéticos.
- Altamente sensible a los pequeños defectos y grietas.
- Método de inspección relativamente rápido y rentable.
- Se puede usar en componentes de forma compleja y superficies irregulares.
- Los resultados e indicaciones en tiempo real son visibles a simple vista.
Limitaciones:
- Limitado a materiales ferromagnéticos, como hierro y acero.
- La superficie que se está inspeccionando debe ser accesible para la magnetización adecuada y la aplicación de partículas.
- La desmagnetización es necesaria después de la inspección para eliminar cualquier magnetismo residual.
- La habilidad y la experiencia del operador son importantes para la interpretación precisa de las indicaciones.
La prueba de partículas magnéticas es un método ampliamente utilizado y efectivo para detectar defectos superficiales y cercanos a la superficie en materiales ferromagnéticos. Desempeña un papel crucial para garantizar la calidad e integridad de varios componentes en industrias como la fabricación, la construcción, el automóvil y el aeroespacial.
Pruebas de emisiones acústicas (AE)
Principio:
Las pruebas de emisión acústica se basan en el principio de que los materiales bajo energía de liberación de estrés en forma de ondas elásticas o emisiones acústicas. Estas emisiones ocurren debido a la rápida liberación de energía de deformación resultante de varios fenómenos, como la propagación de grietas, la deformación plástica, la falla del material o los cambios estructurales. Los sensores detectan las ondas acústicas y se analizan para identificar y caracterizar la fuente de las emisiones.
Procedimiento:
Colocación del sensor: los sensores de emisión acústica, típicamente transductores piezoeléctricos, se colocan estratégicamente en la superficie del material que se está probando. El número y la ubicación de los sensores dependen del material, las ubicaciones de defectos esperadas y los objetivos de prueba.
Aplicación de estrés: el material está sujeto a un estrés controlado o una condición de carga, que podría ser mecánica, térmica o una combinación de la misma. El nivel de estrés aumenta o mantiene gradualmente a un nivel constante, dependiendo de los requisitos de la prueba.
Detección de emisión acústica: a medida que el material sufre estrés, cambios internos o defectos generan emisiones acústicas. Los sensores detectan estas emisiones en forma de ondas de alta frecuencia y las convierten en señales eléctricas.
Amplificación y filtrado de la señal: las señales eléctricas de los sensores se amplifican y filtran para eliminar el ruido y la interferencia no deseados, mejorando la calidad de los datos adquiridos.
Adquisición y análisis de datos: las señales amplificadas se registran y analizan utilizando instrumentación o software especializado. Se evalúan varios parámetros, como la amplitud, la duración, el tiempo de aumento, la energía y las características de la forma de onda, para identificar y clasificar los eventos acústicos.
Localización de eventos: al analizar las diferencias de tiempo a la llegada de ondas acústicas a diferentes sensores, se puede estimar la ubicación de la fuente de emisión dentro del material.
Interpretación y evaluación: Los datos recopilados son interpretados por analistas capacitados o algoritmos automatizados para determinar la naturaleza, la ubicación y la gravedad de las emisiones detectadas. La comparación con los criterios o estándares preestablecidos ayuda a evaluar la integridad del material.
Aplicaciones:
Las pruebas de emisión acústica se utilizan en una variedad de industrias para la detección y monitoreo de defectos, cambios estructurales y comportamiento del material, que incluyen:
Inspecciones de recipientes a presión y tanques de almacenamiento: AE puede detectar corrosión, fugas, grietas y otros defectos en los recipientes a presión y los tanques de almacenamiento.
Monitoreo de salud estructural: se utiliza para monitorear la integridad y estabilidad de las estructuras, como puentes, presas, tuberías y edificios, al detectar el crecimiento o la deformación de las grietas.
Inspecciones de materiales compuestos: AE ayuda a identificar la delaminación, la rotura de la fibra y otros defectos en los materiales compuestos utilizados en las industrias de energía aeroespacial, automotriz y eólica.
Inspecciones de soldadura: AE puede detectar defectos, como falta de fusión, penetración incompleta y grietas en articulaciones soldadas.
Prueba de fatiga y fluencia: se emplea para estudiar el comportamiento de los materiales bajo carga cíclica o exposición prolongada a altas temperaturas, detectando el inicio de grietas de fatiga o deformación de fluencia.
Ventajas:
- Puede detectar defectos internos y cambios en materiales.
- Monitoreo en tiempo real y detección de anormalidades.
- Se puede usar en varios materiales, incluidos metales, compuestos y concreto.
- Técnica no intrusiva que no requiere eliminación de material.
- Proporciona información sobre el crecimiento de defectos, el comportamiento y los mecanismos de falla.
Limitaciones:
- Requiere una aplicación de estrés controlado, que puede no ser factible en todas las situaciones.
- El ruido y la interferencia pueden afectar la precisión de las señales adquiridas.
- La precisión de localización puede ser limitada, especialmente en geometrías complejas o materiales heterogéneos.
- La interpretación y el análisis de los datos requieren experiencia y experiencia.
La prueba de emisión acústica es un valioso método de prueba no destructivo que proporciona información sobre el comportamiento y la condición de los materiales y estructuras. Es particularmente útil para monitorear componentes críticos, detectar defectos y evaluar la integridad de varios sistemas industriales.
Pruebas radiográficas (RT)
Principio:
Las pruebas radiográficas se basan en el principio de que la radiación electromagnética de alta energía, como rayos X o rayos gamma, puede penetrar materiales y crear una imagen en una película radiográfica o detector digital. Cuando la radiación pasa a través de un material, se absorbe o atenúa en función de la densidad y el grosor del material. Los defectos internos, como grietas, vacíos, inclusiones o inhomogeneidades, aparecen como cambios en la intensidad de la radiación en la imagen, lo que permite su detección y evaluación.
Procedimiento:
Selección de fuente de radiación: se elige una fuente de radiación adecuada, como una máquina de rayos X o una fuente de rayos gamma (por ejemplo, Iridium-192, Cobalt-60), se elige en función del material que se está probando, el grosor del material y la calidad de imagen requerida.
Configuración y blindaje: la fuente de radiación está colocada y protegida para garantizar la seguridad y evitar la exposición a la radiación al personal. Los materiales de blindaje, como plomo o concreto, se utilizan para minimizar la radiación dispersa.
Colocación del objeto: el objeto o componente a inspeccionar se coloca entre la fuente de radiación y el detector, lo que permite que la radiación pase a través del material.
Exposición: la fuente de radiación se activa, emitiendo radiación de alta energía. La radiación pasa a través del objeto, y la intensidad se atenúa en función de la densidad del material y cualquier defecto interno presente.
Captura de imágenes: la radiación atenuada se captura en una película radiográfica o en un detector digital. En la radiografía basada en la película, la película se desarrolla para producir una imagen visible. En la radiografía digital, el detector convierte la radiación en una señal electrónica, que luego se procesa para generar una imagen digital.
Interpretación de la imagen: los inspectores capacitados examinan la imagen radiográfica para identificar y evaluar cualquier defecto o anormalidades internos. El tamaño, la forma, la ubicación y los cambios de densidad en la imagen se analizan para evaluar la gravedad y la importancia de las indicaciones detectadas.
Informes y documentación: se documentan los hallazgos y se informan los resultados de la inspección. Las imágenes radiográficas se pueden almacenar electrónicamente para referencia y comparación futura.
Aplicaciones:
Las pruebas radiográficas encuentran aplicaciones en diversas industrias para la detección y evaluación de una amplia gama de materiales, que incluyen:
Inspecciones de soldadura: RT se usa comúnmente para inspeccionar soldaduras, detectar defectos como grietas, falta de fusión, penetración incompleta y porosidad.
Inspecciones de fundición y forja: se emplea para detectar defectos internos como contracción, porosidad, inclusiones y grietas en piezas de fundición y parlantes.
Inspecciones de tuberías: RT ayuda a evaluar la integridad de las tuberías, detectar corrosión, variaciones de espesor de pared y defectos de soldadura.
Inspecciones aeroespaciales y automotrices: se utiliza para evaluar la calidad e integridad de los componentes críticos, como piezas del motor, cuchillas de turbina, estructuras de fuselaje y chasis automotriz.
Inspecciones estructurales: se emplea RT para inspeccionar puentes, edificios y otras estructuras para defectos ocultos, corrosión o debilidades estructurales.
Ventajas:
- Detecta defectos internos y anormalidades.
- Proporciona imágenes de alta resolución para un análisis detallado.
- Se puede usar en una amplia gama de materiales y espesores.
- Permite el mantenimiento de registros permanente de imágenes radiográficas.
- Técnica no intrusiva que no daña los componentes probados.
Limitaciones:
- Requiere precauciones de seguridad de la radiación y personal calificado para manejar e interpretar las imágenes radiográficas.
- Proceso que requiere mucho tiempo, especialmente para la radiografía basada en la película que requiere el desarrollo de la película.
- Limitado a materiales que son penetrables por rayos X o rayos gamma.
- La interpretación de imágenes requiere experiencia y experiencia para identificar y evaluar las indicaciones con precisión.
La prueba radiográfica es un método de prueba no destructivo ampliamente aceptado y efectivo para detectar defectos internos y evaluar la integridad de varios materiales y componentes. Desempeña un papel crucial para garantizar la calidad, seguridad y confiabilidad de numerosas aplicaciones industriales.
Pruebas termográficas (IRT)
Principio:
Las pruebas termográficas se basan en el principio de que todos los objetos emiten radiación infrarroja (energía térmica) en función de su temperatura. Al usar una cámara infrarroja o un dispositivo de imagen térmica, los patrones de calor emitidos por la superficie del objeto se pueden capturar y analizar. Las variaciones en la temperatura, la distribución del calor y los patrones térmicos pueden indicar anomalías, como defectos, pérdida de calor o anormalidades dentro del objeto.
Procedimiento:
Instrumentación: se utiliza una cámara infrarroja o un dispositivo de imagen térmica para capturar la radiación térmica emitida por el objeto que se inspecciona. Estos dispositivos son capaces de detectar y medir la radiación infrarroja en el espectro electromagnético.
Preparación de la superficie: la superficie del objeto o componente a inspeccionar se prepara típicamente asegurando que esté limpia y libre de cualquier obstrucción que pueda afectar la transferencia de calor o los patrones térmicos.
Imágenes: la cámara infrarroja o el dispositivo de imagen térmica se usa para escanear la superficie del objeto. La cámara captura la radiación infrarroja emitida y genera una imagen térmica o termograma, que muestra la distribución de temperatura a través de la superficie del objeto.
Análisis de imágenes: los inspectores entrenados analizan las imágenes termográficas para identificar variaciones de temperatura, puntos calientes y patrones térmicos anormales. Las anomalías pueden indicar defectos como grietas, delaminación, pérdida de calor, intrusión de humedad u otras irregularidades.
Interpretación: los inspectores interpretan los patrones y anomalías térmicas para evaluar la gravedad y la importancia de las indicaciones detectadas. La comparación con los estándares de referencia o los criterios establecidos ayuda a determinar la condición e integridad del objeto.
Informes y documentación: se documentan los hallazgos y se informan los resultados de la inspección. Las imágenes térmicas se pueden almacenar electrónicamente para referencia y comparación futura.
Aplicaciones:
Las pruebas termográficas encuentran aplicaciones en diversas industrias para una variedad de fines, que incluyen:
Inspecciones eléctricas y mecánicas: IRT se usa para detectar sobrecalentamiento, conexiones sueltas, componentes defectuosos y defectos de aislamiento en sistemas eléctricos, motores, generadores y maquinaria.
Inspecciones del edificio: ayuda a identificar la pérdida de energía, la intrusión de humedad, las deficiencias de aislamiento y las anomalías estructurales en edificios, techos, paredes y ventanas.
Inspecciones de tuberías: IRT puede detectar fugas, bloqueos y defectos de aislamiento en tuberías, incluidos los sistemas de calefacción de distrito y las tuberías de petróleo y gas.
Inspecciones de material compuesto: se emplea para detectar la delaminación, los vacíos y los defectos en materiales compuestos utilizados en industrias aeroespaciales, automotrices y marinas.
Control de calidad: el IRT se utiliza para evaluar la integridad y la calidad de los procesos de fabricación, como la soldadura, detectando defectos como falta de fusión, porosidad o penetración incompleta.
Ventajas:
- Método no contacto y no destructivo.
- Detección rápida de anomalías térmicas e irregularidades.
- Puede evaluar grandes áreas u objetos rápidamente.
- Resultados en tiempo real y visualización inmediata de variaciones de temperatura.
- Se puede usar en una amplia gama de materiales y superficies.
Limitaciones:
- Depende de las diferencias de temperatura para la detección efectiva.
- Factores externos como las condiciones ambientales y la emisividad de la superficie pueden afectar la precisión.
- Requiere habilidades de entrenamiento e interpretación adecuadas para un análisis preciso.
- Profundidad limitada de penetración, ya que evalúa principalmente las temperaturas de la superficie.
- Solo detecta anomalías térmicas y no todos los tipos de defectos.
Las pruebas termográficas son un valioso método de prueba no destructiva que proporciona información sobre el comportamiento térmico y la condición de los objetos y sus componentes. Es particularmente útil para detectar anomalías, identificar la pérdida de energía y evaluar la integridad de varios sistemas industriales, instalaciones eléctricas y edificios.
¿CUÁL ES EL MEJOR MÉTODO DE INSPECCIÓN END?
La elección del mejor método de inspección de pruebas no destructivas (NDT) depende de varios factores, incluido el tipo de material u objeto que se inspecciona, el defecto específico o la anomalía que inspeccionado, y los requisitos específicos de la inspección. Los diferentes métodos de NDT tienen sus fortalezas y limitaciones, y el método más adecuado variará según la aplicación específica.
| Método END | Ventajas | Aplicaciones comunes |
|---|---|---|
| Pruebas ultrasónicas (UT) | - Penetración profunda en materiales | - Detección de defectos (grietas, vacíos, inclusiones) |
| - Medición de grosor | - Caracterización del material | |
| - Aplicable a varios materiales (metales, compuestos, etc.) | ||
| Pruebas radiográficas (RT) | - Detecta defectos internos y evalúa la integridad del material | - Inspecciones de soldadura |
| -Imágenes internas de alta resolución | - Inspecciones de fundición y forjación | |
| - Aplicable a una amplia gama de materiales | - Inspecciones de tuberías | |
| Prueba de partículas magnéticas (MT) | -Detecta defectos superficiales y cercanos a la superficie en materiales ferromagnéticos | - Detección de defectos de superficie |
| - Sensible a grietas, discontinuidades y anomalías de superficie | ||
| -Rápido y rentable | ||
| Prueba de líquidos penetrantes (PT) | -Detecta defectos superficiales en materiales no porosos | - Detección de defectos de superficie |
| - Altamente sensible | - Detección de grietas | |
| - Aplicable a varios materiales | ||
| Prueba de corrientes de Foucault (ECT) | - Detecta defectos de superficie y subsuperficial | - Detección de defectos de superficie |
| - Realiza mediciones de conductividad eléctrica | - Monitoreo de degradación de material | |
| - Adecuado para materiales conductores (metales, aleaciones) | ||
| Pruebas de emisiones acústicas (AE) | -Monitoreo y detección en tiempo real de defectos activos | - Monitoreo continuo de componentes críticos |
| - Detección de propagación de grietas, fugas e falla del material | - Evaluación de integridad estructural | |
| - Proporciona información de comportamiento bajo estrés |
Es importante tener en cuenta que el mejor método NDT depende de los requisitos y restricciones específicos de la tarea de inspección. En algunos casos, se puede utilizar una combinación de múltiples métodos NDT para mejorar el proceso de inspección y obtener resultados más completos. Los profesionales e ingenieros de NDT calificados pueden evaluar las necesidades específicas y recomendar el método o combinación de métodos más apropiados para un escenario de inspección determinado.
¿Por qué los clientes globales nos eligen?
Al elegirnos, los clientes globales obtienen acceso a una combinación incomparable de alcance global, calidad de primer nivel, precios competitivos, opciones de personalización, servicio al cliente excepcional y entrega a tiempo. Nos esforzamos por superar las expectativas y establecer asociaciones a largo plazo basadas en la confianza y la satisfacción.
Amplia red de proveedores
Nuestras fuertes asociaciones con los principales proveedores en China le brindan una amplia gama de opciones y productos de alta calidad.
Seguro de calidad
Seleccionamos y probamos rigurosamente cada producto para garantizar que cumplan con los estrictos estándares de calidad y rendimiento, lo que le brinda tranquilidad.
Recomendaciones de productos de expertos
Nuestro equipo de expertos en la industria con profunda experiencia y experiencia cuidadamente cuidada y recomendará los productos más adecuados para sus necesidades, lo que le ahorrará tiempo y esfuerzo.
Precio competitivo
A través de la colaboración directa con los proveedores, ofrecemos precios competitivos, ayudándole a ahorrar costos y proporcionar un mayor valor para su inversión.
Servicios de personalización flexibles
Ya sea que necesite especificaciones especiales, diseños personalizados o etiquetado privado, trabajamos en estrecha colaboración con usted para proporcionar soluciones de personalización flexibles que cumplan con sus requisitos únicos.
Excelente atención al cliente
Nuestro equipo de atención al cliente dedicado siempre está listo para ayudar y abordar cualquier consulta, asegurando que tenga una experiencia de servicio excepcional durante su viaje de compra.
Buenos comentarios de los clientes
BUENAS PALABRAS DE BUENA GENTE
Calidad incomparable y servicio al cliente excepcional
Hemos estado comprando a esta compañía durante años, y sus productos nunca decepcionan. La calidad es excepcional y su servicio al cliente es de primera categoría.

María R.
¡Socio confiable con excelentes servicios de abastecimiento!
Recomiendo encarecidamente a esta compañía para sus excelentes servicios de abastecimiento. Pudieron encontrar exactamente lo que necesitábamos y lo entregaron a tiempo. ¡Verdaderamente un socio confiable!

María R.
¡Impresionantes opciones de personalización y expectativas superadas!
El nivel de personalización que ofrecen es impresionante. Pudieron cumplir con nuestros requisitos específicos y entregar un producto que excediera nuestras expectativas. Definitivamente volveremos para futuros pedidos.

María R.
Deja tu consulta
Pedir una cita
¿Todavía no estoy seguro de qué NDT es correcto? Obtenga una consulta inicial gratuita ahora mismo. Nuestro equipo analizará sus necesidades y recomendará el sensor más adecuado para usted.